| 产品参数 | |
|---|---|
| 产品价格 | 3650 |
| 发货期限 | 电仪 |
| 供货总量 | 666 |
| 运费说明 | 5 |
| 发货地 | 山东 |
| 规格 | 型号齐全 |
商品细节
会东县圆钢直销")
会东县圆钢直销")
会东县圆钢直销")
安装方法
会东县圆钢直销")
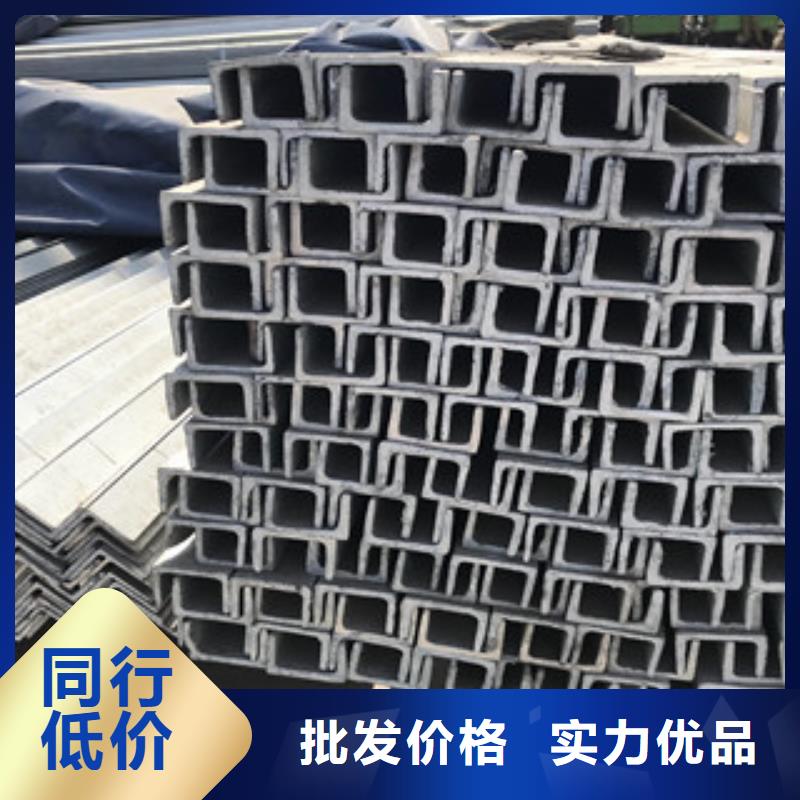
带肋钢筋的表面形状及尺寸允许偏差
1.钢筋按定尺交货时的长度允许偏差不得大于±25mm;
2.当要求最小长度时,其偏差为+50mm;
3.当要求 长度时,其偏差为-50mm。
带肋钢筋横肋设计原则应符合下列规定:
1.横肋与钢筋轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;
2.横肋公称间距l不得大于钢筋公称直径的0.7倍;
3.横肋侧面与钢筋表面的夹角α不得小于45度;
4.钢筋相邻两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;
5.当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;公称直径为14mm和16mm时,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
适用场景
会东县圆钢直销")
具体案例
会东县圆钢直销")
大部分钢材加工都是通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。根据钢材加工温度不同以分冷加工和热加工两种。钢材的主要加工方法有:1.轧制: 将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产型材、板材、管材。分冷轧、热轧。2.锻造: 利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺寸较大的材料。3.拉拨: 是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。4.挤压: 是将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,多用于生产有色金属材料。
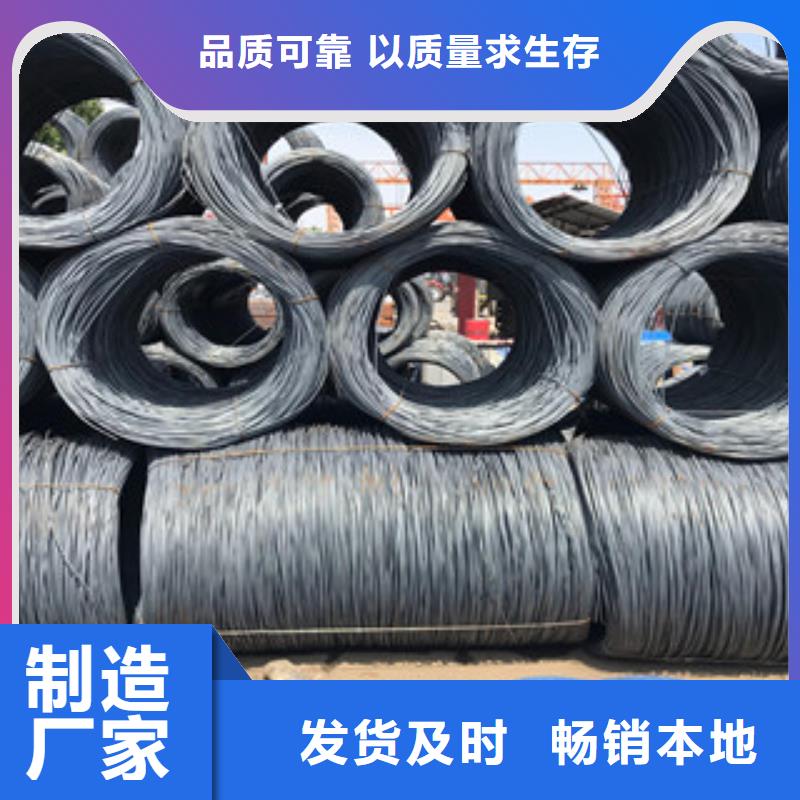
线材 :普线 高线 螺纹钢
![[凉山]正途钢材有限公司名片](http://ypmimg.44983.com/UploadImg/1827/new_card.jpg "[凉山]正途钢材有限公司名片")